胶合剂可选用本厂配制的专用粘接胶。具体配胶工艺请参照专用胶的使用说明。
涂胶时可用“带齿刮板”或短毛刷将胶纵向均匀地涂在金属粘贴面上,横向涂布在FD导轨软带软带粘贴面上。
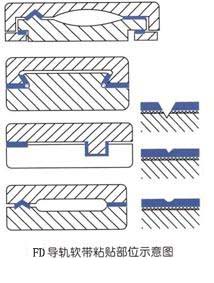
胶层不宜过薄或太厚。一般要求固化后的胶层控制在0.08--0.12mm左右.粘贴时应将FD导轨软带拉紧压服,使其全面接触,避免产生气泡等接触不良现象。对大、中型机床粘贴时,FD导轨软带的两头应用压板或螺丝定位。
粘贴后的导轨应在压力下于室温或加热条件下固化。加压必需均匀,可利用机床工作台自身的重量反转加压于粘贴的导轨上,必要时再加重物。
粘贴好的FD导轨面可用机械加工或手工刮研到予期的精度要求。